熔喷布的“造富运动”已经持续了两个多月,锦工风机已为400多条熔喷布产线配套了风机,其中已有不少客户早早完成人生小目标,准备退休了,最典型的一个客户案例,从一个熔喷小作坊一条线做起,三个月扩了10条线,日赚七八十万,比印钞机还猛。
锦工风机的工程师们在提供风机配套服务的过程中,接触了形形色色的工厂和客户,我们发现熔喷机设备设计原理结构不复杂,所有设备的成熟都是要经历从生到熟,专家也是从菜鸟走过来的。很多设备厂家虽然原来也是做塑机的,但是没做过熔喷机。所以你买的设备机器实际是人家的初代产品。直白的讲目前大多数人买的650、800都是小土炮,还有的1600以上的机器还好点。一款好机器,好坏机器的区别不在于功能,在于细节,在于工厂的经验,生产经验啊!今天给大家讲一讲锦工一位工程师在服务过程中协助客户用“小土炮”做出过滤效率97%布的真实故事,如果觉得此文可能帮助到您身边的朋友,请转发给他们。
客户用的是650机器,连模头五段加热。首先,这位客户进入熔喷布行业就是抱着95以上甚至99的目标去的,所以从一开始就自己调试机器,且没有立刻量产,而是不停的做试验,且不停的在测试,遇到问题就与相关设备的工程师进行探讨,所以让我们也积累了大量的参数调整经验,锦工这位酷爱技术的工程师也将他们探讨的内容及时整理了下来。

客户一开始就用的1500的PP,严格按工艺参数生产,经过反复调试,第五天就调出了90的布,未加任何助剂,但加装了驻极设备。下面我们重点说说他是如何做到95以上的。
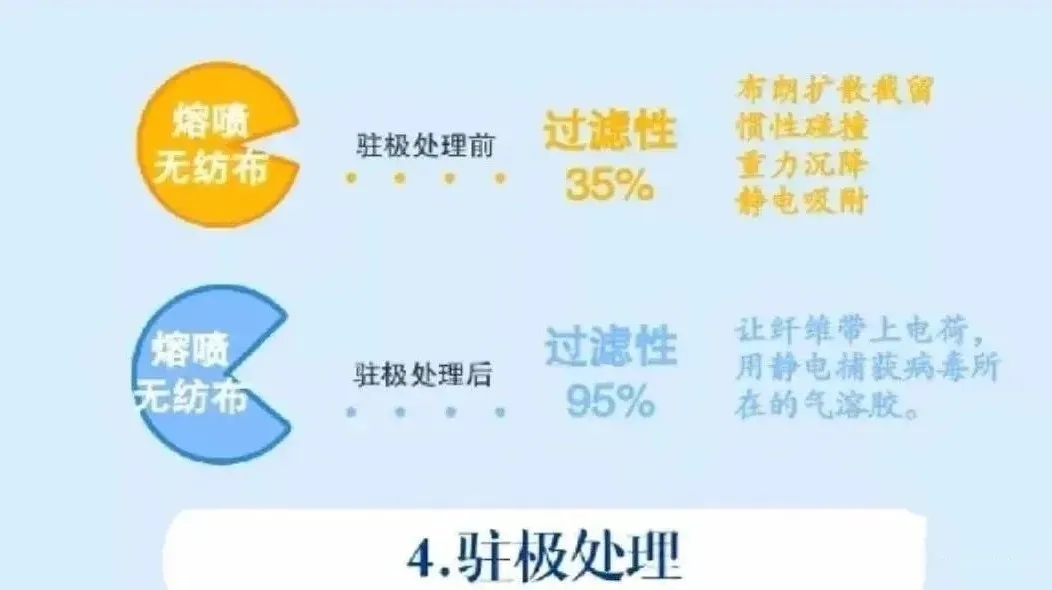
首先自己要了解熔喷布的生产工艺以及生产线各设备的工作原理,因为市面上很多无良的设备商和倒爷拼命放出假消息,说某某环节影响布的质量,误导大家入坑,自己弄懂能少些走弯路。过滤效率其实只与两个指标有关系:纤维的粗细、静电驻极的效果。
一、静电驻极设备。
很多厂商120kv的静电驻极发生器,实质功率仅为30~50kv,市场价格约5500~6000元一台,这个静电吸附力极弱,2天左右,静电流失殆尽,过滤效果又回到原点,建议用120kv大功率(实测功率你80kv~90kv)以上静电驻极发生器,静电吸附可持久达半年以上。这位客户是自己做的静电驻极设备,他先买了一个静电发生器主机,很便宜,几千元吧,又在周边市场上买了钼丝,然后用水管做一个电晕射电装置。劈开水管,扎带一定要在平行且在同一平面上,中间用钼丝连接起来,同时钼丝延伸段通过孔穿到水管外表面,在水管外表面连接高压线。他说千万要保证钼丝的放电段和布面之间没有任何东西,静电驻极距离短一点,7厘米以内,甚至3厘米。这是他能做出95以上布的诀窍之一。
二、原料的准备。
原料市面上很多是假消息,包括媒体的误导。刚开始媒体开始集体攻击扬中的时候,说赛科2040的料是黑心熔喷。首先,我们要先知道什么是熔喷布,利用聚丙烯喷出细小的纤维无规律的布。2040只是熔指40,其他成分没有什么区别,只要能喷出细小纤维就可以,0.5微米到10微米之间。但是,理论上,2040喷出的纤维直径在20微米以上,所以过滤效果感觉好像不会达标。这些言论是不对的。因为过滤的主要工艺是静电驻极。由于熔指40的料流动性慢,小机器可以充分融化,但出的产量不高,这就是扬中人一开始说的每台机每天100公斤的原因。后来1500熔指的料可以出到200多公斤以上,如果你是三个头的改装机,一天600公斤都可以。小机器千万别采购1800的料,熔指太高,小机器来不及加热,造成喷出来的是颗粒的结晶体。温度高低都不行,低了还没融化,高了照样结晶,依旧是颗粒状,这种出来的过滤效果几乎为0。
如果你买的是1500喷出来的有结晶,那就请在上料前先预热吧,80度,10分钟。在搅拌机的外桶上加装一根加热带,200元。
驻极母粒,这个很坑人,很多化工厂都是临时转产聚丙烯熔喷料,由于媒体或者搜索引擎里到处都在说电气石等是理想的驻极母粒,于是很多人开始采购这个东西,结局就是杜塞模头,理论是没有错,但是小型土炮机用这个会很麻烦,大型机可以不停机换滤网,小型机必须要拆模头更换,所以后来又有人改装机器卖。这个有两个解决方案:第一,气硅,第二,改装机器,可以四小时一次更换滤网。千万别买什么几万目的纳米级电气石,就算你机器好,不堵模头,请问,你如何将石头和黄沙搅拌均匀?V型搅拌机?继续投资?这是化学上的混合课题,一般都是利用分散剂等驻极让气硅等纳米级粉末和pp融合在一起,再切片。这样pp颗粒和带有助剂的颗粒同等大小,就会很轻松混合均匀。分散剂、引发剂很重要,截至今天,市场上的一种很特殊的引发剂被垄断。真心佩服这帮在源头的人,控制一个重要的环节就可以坐地起价。截至5月4日,有些化工厂家才发现堵住模头的事情是由于电气石的原因,每个人都以为纳米级的不会堵,因为模具的孔是0.2以下,纳米级怎么可能堵住。好吧,因为团聚现象的发生,造成了喷出来的时候不是纳米级,是毫米级!所以改装成更换过滤网的小型机会好很多。这是大厂的大机器的解决方案,小机器的瓶颈在此。5月5日开始,市场流传气硅可以不堵,拉倒吧。甚至很多化工厂临时转产的那些母粒,最后是每天4%的驻电效果衰减!PP颗粒本身带有储电功能,不加驻极母粒也可以达到90以上,只是时间问题,做得好的可以带电6个月没有问题。中国国标就是6个月有效期。日本和欧美等国家口罩有效期是1年到2年。那个必须要加规范的驻极母粒了。
三、机器的调试
这是重中之重。这一轮下来,很多调试机器的师傅们累坏了,调一次机器3-10万不等,锦工接触过的一个调机师傅连续工作1个月,现在还在医院里躺着,挣钱不要命。而锦工这位用土炮机做出95布的客户却是自己摸索调机,遇到问题不耻下问,把我们的技术人员都问吐了,也让我们锦工积累了大量的熔喷布参数调整经验,根据其口述我们大体将步骤及要点简要整理如下:
1、首先,罗茨风机输出空气清洁总体要比空压机效果好,空压机时间长了有油雾,会形成”shot”。其次定住气压,0.7到0.9公斤(0.7到0.9公斤罗茨风机,3到4公斤空压机)都没关系,定住,后面就不要动了。为了能让纤维更细,必须要有一个气压控制模头的气流速度,在合适的时间内喷丝到达接收装置。这里你们应该看明白了,没有固定的气压值,里面的参数全是联动的!看接收距离等好多指标,里面完全是一个和谐的整体!
2、接收距离,他设置的是20cm左右。
3、温度,这里面学问更大了,和原料熔指、气压、接收距离、螺杆速度均有关系,需要去找那个平衡点。
熔指对温度的影响:熔指高,流动性好,有可能还没融化结束就进入下一个温控区。也有可能温度太高,造成PP结晶体出现,也就是砂眼。
气压对温度的影响:有砂眼出现的时候,很多人尝试去降低气压,确实会砂眼消失,可是纤维直径变粗,过滤效果只有60%左右。所以出现任何问题,只能去调控温度,别动气压。
接收距离对温度的影响:如果还没到达接收装置,就开始凝结,那布面就会有结节,所以这个距离也是重要影响因素,和温度是一个融洽的存在。
螺杆速度就更不用谈了,温度和螺杆速度也是一个融洽的存在,二者的组合会让PP刚好能喷出合格的细小纤维。螺杆的速度应该在调好气压后就稳住,最好别动。一动就会牵扯很多指标。
温度的第一档一般设置在180到210,当然其他温度也都可以,因为可以通过其他因素的设置来影响这个温度,但是,第一档温度非常重要,如果设置太高,料都会凝固在进料口,下不去。如果堵住,没关系,空压机上装气枪,用水管做一个简易的工具,吸出来(先敲碎)。
第二档设置在200到220。这个区是熔融区,由于小型机器加温距离短,所以温度均超过了PP的熔点。
第三档、第四档包括模头温度,就靠摸索了。一般是第三250左右,第四290左右,第五275。可悲的是,可能有人就按照这个温度设定,结果飞花,因为其他协调的参数没有设定好。
4、螺杆转速
用变频器上的数值来代替螺杆转速,出95以上的布、变频器调的是9.65。螺杆转速就是出料速度。出料速度不是螺杆速度,因为还和熔指有关,液体的流动性。

5、各种问题解决方案:
a飞花:温度太高,集体调低温度,每个温控区域2度2度的降,要耐心等一会,温度不是按了按钮就降下来的。很快就会发现飞花没有了。
b砂眼:还是温度的事情,记住,气压千万别动,气压影响纤维直径。砂眼需要根据现场的情况判断,一般都是因为机器的温控系统不稳定导致,明明调好了,却偶尔出现砂眼。如果是偶尔出现砂眼,你会发现你的机器温度不稳定。如果一直出现砂眼,调低模头温度,升高中间三个的温度。
c布薄:改变接收装置的转速。
d有条状的纤维,手感是烂的感觉,温度太高,降低温度,一定要慢慢降温,否则温度控制会很不稳定。
e发脆:升温。虽然这句话很简单,记住,每动一个,其他指标都要跟着动,因为是一个协调的过程。
f温度高,气压高,纤维就会细,且手感好,但需要联系其他指标去调整每一个参数,去找那个95以上布的平衡点。

最后希望每一位投入身价性命的人都能调出95布,最好还是做个良心的生产厂家,做好了,可以延续半年以上行情。
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

