目前市面上对熔喷布最基本的要求是过滤效果达90%、95%或99%以及柔韧性和强度,这是最基本要求了,然而就这最基本的要求,目前许多熔喷布厂家都无法达到,一会儿换原料,一会儿换进口模头,还不惜重金请调机大师,调调温度,改改风刀与喷丝咀之间的距离,或加点驻极母粒等等,可产出的布依然问题多多,要么隔夜变硬,柔韧性,强度都没了,还有加了母粒,过滤效果一点没提高,更有客户急得要哭了,说做了静电驻极处理,当天达95+,第二天静电离子全没了,过滤效果又变成了80+了!
相关阅读:外行看热闹:口罩熔喷布产业链现状
心情可以理解,但切不可心急乱投医,必须找出问题点。锦工风机已经为400多条熔喷布产线配套了罗茨风机,客户在生产中摸索出来的很多有关工艺参数调节的经验,我们因为生产风机,在工作过程中,接触熔喷布的客户特别多,给大家总结比较关键的几点。
至于加了柔软剂,POE等助剂,仍出现隔夜没有了韧性,很脆,这是改性聚丙烯二次结晶导致,原因很多,大多数熔喷布都是单排喷丝板的,如某些位置孔堵塞,温度不够,丝化不足,工艺异常,熔体压力不均匀都会出现克重不均匀,软度硬不一样。还有是底料不行,这个只有换料或加增韧剂来改善!
熔喷布工艺流程当中需要的空气是洁净的,提供气源的设备要选罗茨风机,罗茨风机是最经济最稳定的熔喷气源设备。不少小产线采用了空压机,即便是“无油”空压机,由于其内部特殊润滑结构,也会有少量油雾随气流喷出,导致熔喷布出现“Shot”和异味,降低过滤效率,各种检测不达标。如果用罗茨风机压力一般98Kpa以下即可,一般60-80Kpa就够用,如果用空压机的话压力一般5-8公斤,熔喷布产线达到最佳状态时模头实测压力在60-70KPA,显然,空压机压力过高了,没必要追求过高压力,最佳不同产量产线需配备不百同风量风机或空压机,空压机比风机压力高,但风量远远不如风机,因此,效率要低很多,比如原来用55KW空压机,替换成30KW风机就够了。罗茨风机应该选用变频的,产线来自不同的厂家,每条产线的工况标准都不同,气流风量压力需要能大范围调节的,因此,要选变频的。其次输入模头的气源也必须是洁净干燥的,加热器当中和空气接触部分的材质至少需要是SUS304等级的,确保气流加热过程中不会有反应。
增大热风流量、 升高热风温度、提高模头 (模尖) 等各区的温度可以使纤维变细,缠绕的结点增多,纤维受力均匀,强力增大,但是增大到一定程度后就会下降。适当降低热风流量或温度、降低模头(模尖)的工作温度、降低环境温度(纺丝环境温度)可以使结点滑移路径变大,手感会变硬, 纤维变粗,孔隙率增大,阻力小,过滤效率大幅降低。
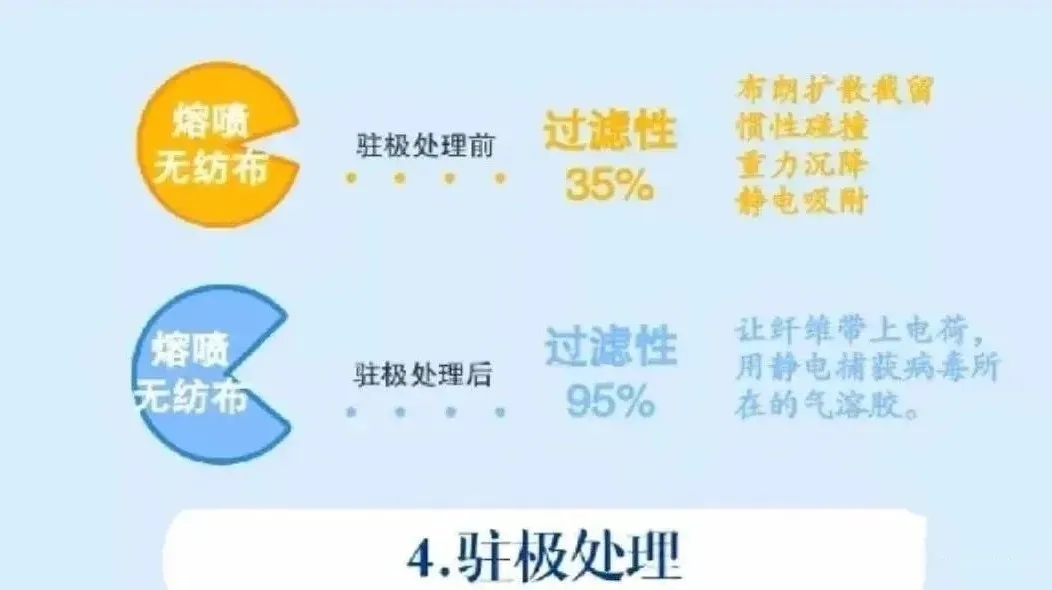
另外说说静电驻极处理的问题,母粒比量为2%~3%,要烘干后,搅匀,还要注意空气湿度,选择高压静电发生器必须是负电荷反应,很多朋友为了图便宜,购买小功率120kv的静电驻极发生器,实质功率仅为30~50kv,市场价格约5500~6000元一台,这个静电吸附力极弱,2天左右,静电流失殆尽,过滤效果又回到原点,建议用120kv大功率(实测功率你80kv~90kv)静电驻极发生器,静电吸附可持久达半年以上,一般正规大单位,会直接采用150kv的静电驻极发生器,效果自然不用多说,但价格昂贵。
在此,特别普及下基本概念,经过单纯的更换罗茨风机、静电驻极处理等工序,并不是能保证熔喷布达90、95,而是通过此工序能在原有的基础上提升一定的空间。例如,你未经静电驻极处理前是40,静电驻极处理后提升至75,或处理前是80,处理后达90+或95+。若想达到95以上最佳状态指标,工艺上每一个细节都不能忽视。整个工艺过程并不复杂,一个优秀的工艺参数组合可以实现产品各个物理指标的大幅提升,这个是需要自己去摸索的,你找的调机师傅可能也是半路出家,标准的工艺参数不少熔喷布产线的厂家也是一知半解,多数厂家都是今年才进入这个行业的,自己大胆去试吧。
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

