现在熔喷布行业的小伙伴都在钻研如何提高熔喷布工艺指标,在熔喷布的工艺调节过程中的每一个工艺参数和每一种方法都不是孤立的,而是相辅相成,相互制约的。若想达到95以上最佳状态指标,需要多种方法共同作用才能达到目的,每一个细节都不能忽视。 如果觉得此文可能帮助到您的朋友,请转发给他们。
锦工风机已经为400多条熔喷布产线配套了罗茨风机,客户在生产中摸索出来的很多有关工艺参数调节的经验,我们因为生产风机,在工作过程中,接触熔喷布的客户特别多,给大家总结一下几家比较好的熔喷布企业相关工艺参数调节的经验。

一、原材料很关键
普通PP纤维料价格不过7000元/吨,熔喷级PP价格6万元/吨,且无货可买,熔喷级PP是在普通PP的基础上改性所得,改性后PP熔指更高,流动性稳定,熔喷级PP基本供应大厂,市场很难买到,于是业内有厂家会买入普通PP,再通过一些工艺生产出熔喷布,普通PP的最大问题是,可能导致熔体流动性不均一,有的牵伸过度,容易造成shot(团块状聚合物),使纤维粗细不均,影响熔喷布的透气性和过滤性。
正规生产的熔喷布的纤维直径可以达到1~5微米。空隙多、结构蓬松、抗褶皱能力好,以及低料是否采用了食品级材料,这些都是合格口罩的基本要求,目前熔喷级PP无法满足市场井喷需求,价格居高不下,一些嗅觉灵敏的私人工厂,临时起意,纷纷用低价底料生产改性聚丙烯PP熔喷料,价格从2万到4万一吨不等,给口罩产业链带来了极大隐患。在此提醒大家,不要差那几万块钱,一定要选用有第三方检测正规大厂家的熔喷料,不要贪图蝇头小利,质量差的熔喷布会越来越不好卖,不仅浪费金钱,还要搭上时间。
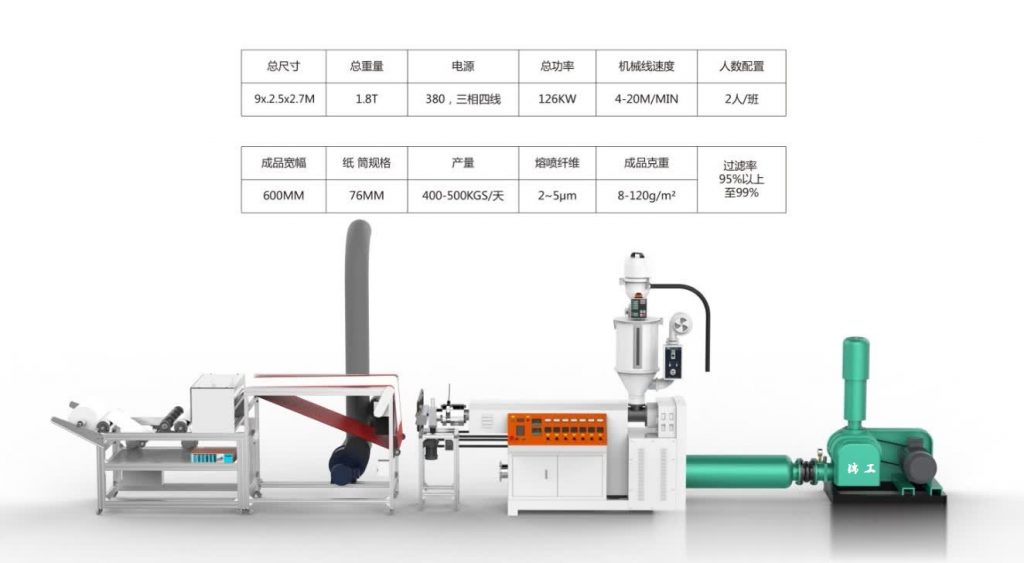
二、高压热气流是熔喷生产当中的重要工艺之一,因为熔喷工艺流程当中需要大量高温洁净的空气,直接关系到产品熔喷布的过滤效率。此工艺流程是风机传送过来的空气经加热器加热到指定温度后输送到熔喷模头当中,把熔融状态聚丙烯给吹出来。熔喷生产线当中的高压热气流工艺应该注意以下几个方面:
1、熔喷布工艺流程当中需要的空气是洁净的,提供气源的设备要选罗茨风机,罗茨风机是最经济最稳定的熔喷气源设备。不少小产线采用了空压机,即便是“无油”空压机,由于其内部特殊润滑结构,也会有少量油雾随气流喷出,导致熔喷布出现“Shot”和异味,降低过滤效率,各种检测不达标。
2、如果用罗茨风机压力一般98Kpa以下即可,一般60-80Kpa就够用,如果用空压机的话压力一般5-8公斤,熔喷布产线达到最佳状态时模头实测压力在60-70KPA,显然,空压机压力过高了,没必要追求过高压力,最佳不同产量产线需配备不百同风量风机或空压机,空压机比风机压力高,但风量远远不如风机,因此,效率要低很多,比如原来用55KW空压机,替换成30KW风机就够了。
3、罗茨风机应该选用变频的,产线来自不同的厂家,每条产线的工况标准都不同,气流风量压力需要能大范围调节的,因此,要选变频的。
4、其次输入模头的气源也必须是洁净干燥的,加热器当中和空气接触部分的材质至少需要是SUS304等级的,确保气流加热过程中不会有反应;
5、因为正常流程当中的气源是空压机或者罗茨风机提供的,所以空气加热器要选择管道式的有承压能力的加热器;
6、加热器选型要详细考虑风量、温差、管路运送当中的热量损失等因素;
7、熔喷工艺对加热器的温控精度要求较高,温控方面要选择温控精度较高的模块,避免温差较大,影响空气温度的稳定性;
以下是锦工拿到的某客户工艺的一手资料, 该客户熔喷布检过滤效率多次抽检超96%,我们除了做罗茨鼓风机专业外,做熔喷布真的是外行,因此,以下内容仅供参考,以免参数错误产生误导。
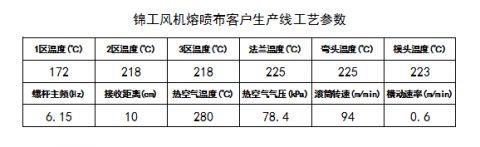
二、具体热风工艺参数调节
1、增大热风流量、 升高热风温度、提高模头 (模尖) 等各区的温度可以使纤维变细,缠绕的结点增多,纤维受力均匀,强力增大,但是增大到一定程度后就会下降。
2、适当降低热风流量或温度、降低模头(模尖)的工作温度、降低环境温度(纺丝环境温度)可以使结点滑移路径变大,手感会变硬, 纤维变粗,孔隙率增大,阻力小,过滤效率大幅降低。
三、怎样才能做出95以上过滤效率的熔喷布:
1、增大热风流量或温度(增加纤维的细度,减小孔隙率,提高扑捉能力,但阻力增加);
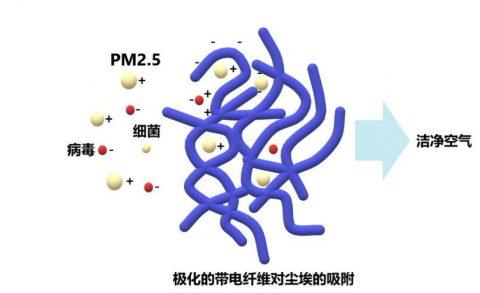
2、增大静电电压(电流)(极化纤维,增大纤维的静电场能,提高其吸附能力);
3、在原料中加入粉料或其它驻极体(提高纤维的受电能力和储电时间,让纤维携带更多的电荷和带电荷时间);
4、加大网底吸风(增大纤维的密实程度,提高纤维的扑捉能力。大克重明显,不常用);
5、适当降低产量(同工艺下,挤出量变小,纤维变细,阻力增大);
6、提高模头(模尖)等区的工作温度(熔体流动性变好,纤维变细);
7、提高纺丝环境温度(纤维变细,一般是在室温升高的情况下,阻力增加较明显,其它物理指标下降);
8、适当增大粉料的添加量。
熔喷布产线千差万别,标准不一,每条产线不一样,这里无法提供具体参数了,老师傅们的经验总体的思路就是这样,那一台机器也都是左打打右打打的一步一步调节到最佳状态的。
四、熔喷布生产过程中常见BUG原因:
1、出现“Shot”(团块状聚合物)的原因有:
a、工作温度设定不当(过高或过低,一般过高容易出现);
b、原料或母粒太脏(一般布面整体,或大面积出现);
c、模头使用后期,模尖脏(有时是局部出丝不良或大面积出现,可以采用刮刀刮模尖解决);
d、模尖周围有碳化物质或脏堵造成出丝不良(通常是异常停机造成的。一般是局部少量出现,可以采用刮刀刮模尖解决);
e、风刀局部脏或风刀有物理损伤(影响正常纺丝气流的均匀性,局部出现并伴有纵向的薄沟出现);
f、产量过高或过低(一般为大面积出现,降低或提高产量解决);
g、原料熔指过高或过低(通常过高易出现);
h、原料中有水或空压机气流中油雾过多 。

2、出现“飞花”或“飞絮” 的原因:
a、热风流量过大或温度过高(断纤维太多);
b、各区工作温度过高(断纤维太多);
c、DCD太小(布太密实,影响吸风效率);
d、纺丝环境温度太高(同a);
e、在加回收料时,回收量过大回收料溶指不定;
f、产量太低;
g、网底吸风参数设定不当或网帘太脏(吸风小,纤维不能被充分吸附在网帘上,脱离网帘);
h、原料熔指太高。
3、4月份,不论什么质量水平的布都可以卖到30万以上,很多生产厂家买了“土机器”就开始生产,由于市场需求暴增,中间商不管什么质量的布也都收。4月中旬,政府加强熔喷布市场管控,海关也对出口的口罩审查要求更加严格,质量差的货已经开始掉头向下了,但现在95以上的熔喷布还是供不应求,价格持续走高,99最高到了70万。

过了抢机器、抢原料、抢时间的关卡,接下来的熔喷布市场到了提高工艺水平的战场了, 若想达到95以上最佳状态指标,工艺上每一个细节都不能忽视。整个工艺过程并不复杂,一个优秀的工艺参数组合可以实现产品各个物理指标的大幅提升,这个是需要自己去摸索的,你找的调机师傅可能也是半路出家,标准的工艺参数不少熔喷布产线的厂家也是一知半解,多数厂家都是今年才进入这个行业的,自己大胆去试吧。
锦工风机得知不少敏锐的客户两周内都已转型高端布料,现在都在升级静电驻极的熔喷布生产线,并且严格用料按工艺流程来生产,个别客户已经拿到了熔喷布生产线改造后的检测数据,过滤效率可达百分之95以上。
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

