罗茨风机为容积式风机,普遍应用于石油化工、电力冶金、矿山建材、化肥造纸、污水处理以及轻纺加工等行业。在罗茨风机的运行过程中经常出现振动、发热、异音问题,本文分享讨论这些问题出现的原因及处理方法。
罗茨风机用几年后会出现振动噪音,罗茨鼓风机厂家教你解决振动问题 正规罗茨鼓风机维修到底有啥不一样?罗茨风机维修检测对比便知
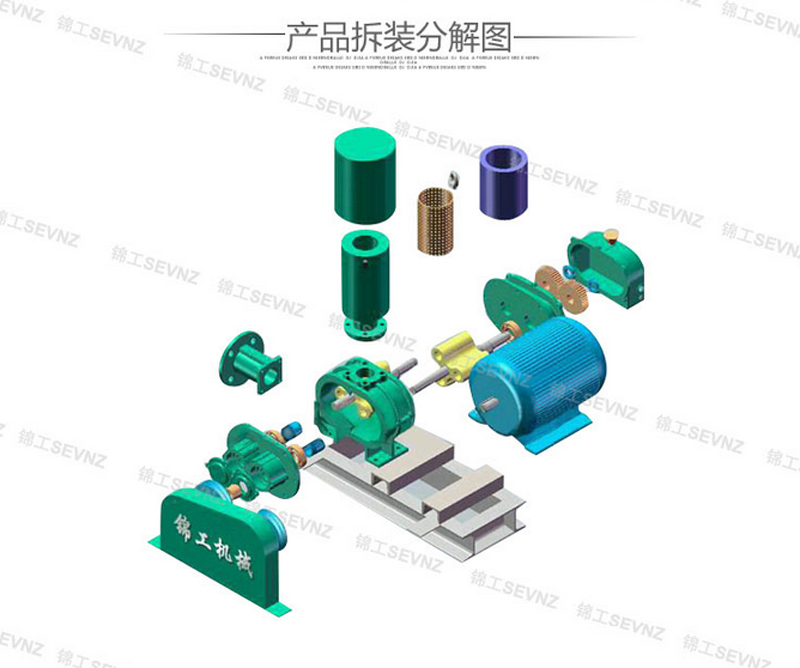
罗茨风机的结构和原理
罗茨风机主要由机壳、墙板、叶轮、进出口消声器等4大部分组成。
机壳:主要用来支撑墙板、叶轮、消声器和固定的作用。
墙板:主要用来连接机壳与叶轮,并支撑叶轮的旋转,以及起到端面密封的效果。
叶轮:是罗茨风机的旋转部分,分两叶和三叶,现在由于三叶的比两叶的出气脉动小、噪声小,运转平稳等很多优点,已逐渐代替两叶罗茨风机。
消声器:用减小罗茨风机的进、出由于气流脉动产生的噪音。
罗茨风机是通过叶轮轴主动齿带动从动齿同步相向旋转,从而使两叶轮之间和叶轮与墙板,叶轮与机壳之间皆具有适当的工作间隙,形成吸气和排气腔体。通过风机转子旋转,形成无内压缩地将机体内气体由进气到排气腔后排出机体,以达到鼓风目的。
为了保证罗茨风机的正常运转,必须使两叶轮之间、叶轮与墙板之间、叶轮与机壳之间均保持一定的间隙。
若间隙过大,会出现被压缩出去的气体通过间隙部分倒流回来,造成风机作功损耗,通常会显现出来的问题是不便于调节。
若间隙过小,则由于转子、机壳受热膨胀,可能导致两叶轮之间、叶轮与墙板之间、叶轮与机壳之间出现相互摩擦现象,造成机壳与转子的磨损电机负载增大。
罗茨风机振动、发热、异响原因分析
罗茨风机主要由双列角接触球轴承、齿轮副、八字叶轮、墙板、机壳等部件组成,其产生振动、发热、异音的主要原因是其主要部件在装配中因加工误差或装配不到位所产生的。
1)齿轮副
罗茨风机的运行是依靠主动齿带动从动齿同步相向旋转,带动叶轮旋转从而实现鼓风作用。因此,齿轮副中心距、齿轮箱轴孔中心距加工产生的形位误差是造成罗茨风机振动、发热、异音的主要原因。
2)轴承轴向游隙调整不到位、轴承座磨损造成风机振动
当发现风机振动突然增大时,首先用听音棒听轴承转动是否有异音,轴承室是否发热,轴承轴向间隙是否调整合理。这几点问题均会影响风机振动。
3)叶轮
罗茨风机的两叶轮相互之间、叶轮与墙板之间以及叶轮与机壳之间均应保持一定的间隙,以保证罗茨风机的正常运转。通常在维修过程中用塞尺进行间隙测量会发现间隙过小,主要是检修人员没有对从动齿轮齿轮圈与齿轮毂之间的定位销进行调整,出现定位作用失效,从而导致风机的振动、发热等异常情况的出现。

振动、发热、异响的处理方法
1)解决罗茨风机齿轮副中心距偏差与齿轮箱轴孔中心距偏差的方法
虽然通过测量和理论性的推算验证了这种误差的存在,但是由于设备制造中已经确定了罗茨风机齿轮中心距之间的配合偏差、齿轮轴线平行度误差、齿轮箱轴孔中心距偏差以及齿轮箱轴孔轴线平行度误差,因此在维修中无法调整误差。解决这些误差只有成对更换风机齿轮、叶轮轴,降低或消除齿轮齿侧间隙,消除此类故障。
2)轴承轴向游隙调整不到位、轴承座磨损造成风机振动的解决方法
首先要检查轴承滚动体、弹道的磨损情况,再对滚动轴承游隙进行测量,看是否存在轴承轴向定位不佳,通常对轴承端盖加减垫子压铅的方法来调整轴向间隙。若均在标准值范围内,取下轴承检查轴承是否存在跑外圈情况,若发现轴承室有磨损痕迹,可使用环氧树脂、配一定量的邻苯二甲酸、乙二胺进行粘接固定,可以消除此类故障。
3)通过调整从动齿定位销位置来实现叶轮、墙板、机壳之间的间隙调整的方法
从动齿轮是由齿轮圈和齿轮毂组成,从动齿上的定位销就是为了调节间隙而设计的。检修罗茨风机时,在安装齿轮副前不要固定从动齿轮的齿轮圈与齿轮毂之间的定位销,先把从动齿轮装入风机中。
此时主动齿轮与从动齿轮配合通过联轴器手动盘车,调整齿轮副间隙以及之间叶轮的间隙,待间隙调整好后,将从动齿轮的齿轮圈与齿轮毂锁紧螺栓紧固,整体从设备中拆除,重新选择定位孔位置配钻,此时得到的定位孔才是风机目前的精确定位尺寸。
安装后可将两叶轮倾斜45°将从动齿轮对准主动齿轮压入轴上,依次装入齿轮挡圈、齿轮垫圈和锁紧螺母。进行盘车,若不能转动,叶轮回转再调整齿轮的位置,直到转动灵活没有刮蹭或死点。
此时紧固锁紧螺母,并在两叶轮之间用塞尺进行测量其间隙控制在30至60丝之间,再将从动齿轮的齿轮圈和齿轮毂用锁紧螺母紧固后拆下,在车床上配钻。这样就能准确地确定齿轮副齿侧间隙和叶轮之间的间隙,保证了叶轮与机壳、墙板之间的间隙符合设计标准。
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

