山东锦工有限公司为某化工项目输送粒料装置配套的一台罗茨风机,转速980r/min,出口压力34kPa,电机功率110kW,致2019年已使用6年有余,已达报废年限。该罗茨风机在近段时间多次发生故障,检修次数明显增加,严重影响装置的平稳运行,应客户强烈要求和使用习惯,未将该风机报废,请求锦工风机对零部件进行更换和检修以继续使用。
此处插播一个广告:锦工可提供报废罗茨鼓风机维修调剂服务,联系电话:13705414288
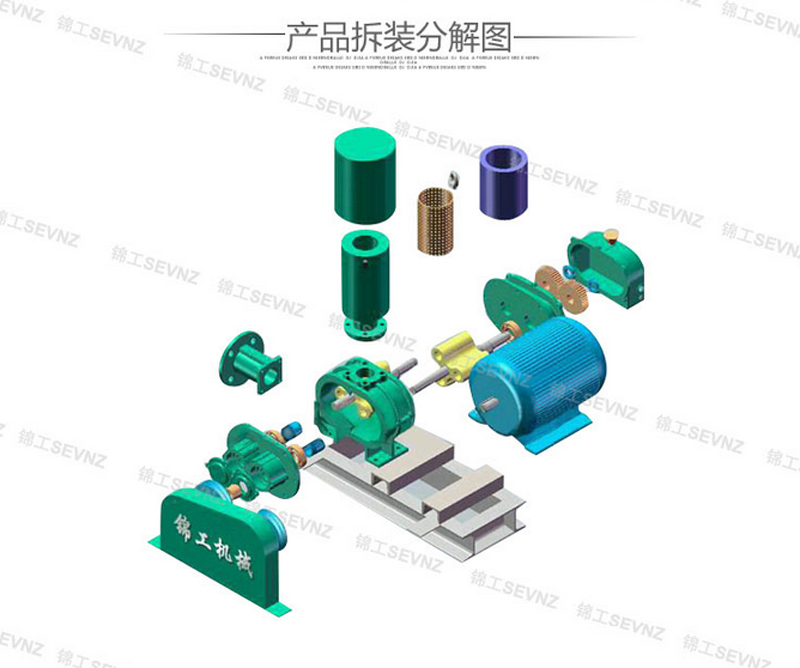
罗茨风机是一种容积型回转式气体动力机械,有2个腰形渐开线转子,通过主、从动轴齿轮使两转子作等速反向旋转,完成吸气排气过程。如图所示,当左侧转子顺时转动时,右侧转子作逆时针转动,气体从进口吸入,随着旋转时所形成的工作室移动,最后从上面的出口排出。两转子相互之间、两转子与机壳及侧盖板之间,既要保证相互不发生碰撞,又要保证不因间隙过大影响效率。两转子运转中始终保持微小间隙,使排出的气体尽量不返回进气室。其特点为输出的风量与回转数成正比,当风机出口压力变化时,输送的风量并没有显著变化。罗茨风机本身不能压缩气体,压力的升高依赖排气口工作系统的背压。
经过多次检修及总结,造成机组故障的原因包括断轴、轴承损坏、机组振动大、转子卡死、轴封泄漏等,而造成检修频次增加的主要故障是转子卡涩与摩擦。

一、故障的主要原因归纳为6类。

二、处理措施

通过对罗茨风机检修总结分析得出,设备故障是由多个复杂原因综合形成的。检修人员应对每台大修设备逐一排查每个原因,严格按照检维修规程对每个检修数据进行确认,判断是否符合检修标准,避免重复检修,保证设备安全、稳定、长周期运行。经过以上几个步骤的检修,风机焕然一新,各项性能指标全部恢复,客户又将该罗茨风机再次投入到生产线中,锦工为客户节省了一半费用。

此处插播一个广告:锦工可提供报废罗茨鼓风机维修调剂服务,联系电话:13705414288
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

